Proces projektowanie opakowań jest ściśle związany z działem handlowym
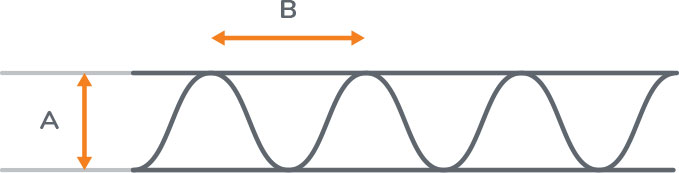
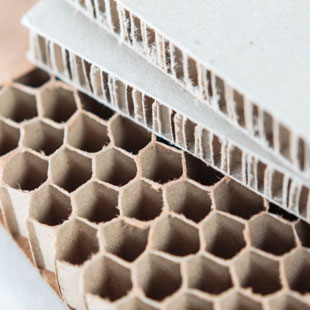
Informacje podstawowe o budowie tektury
A – Wysokość fali
B – Odstępy pomiędzy wierzchołkami
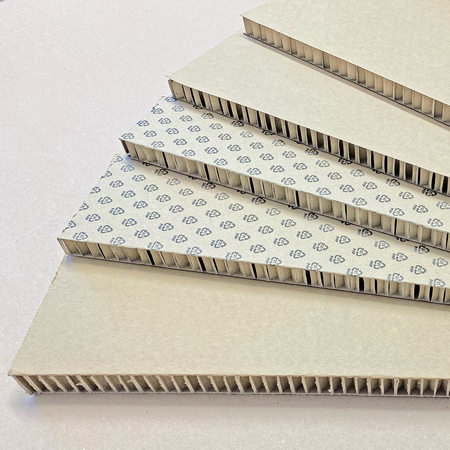
Tektura falista jest utworzona z jednej lub wielu warstw pofalowanego papieru sklejona naprzemiennie z jedną lub wieloma warstwami papieru. W zależności od ilości warstw rozróżnia się:

Tektura dwuwarstwowa – składająca się z jednej warstwy pofalowanego papieru sklejonego z jedną warstwą pokrycia.
Użycie: wypełniacz opakowań, ochrona mebli oraz podczas prac remontowo – budowlanych.

Tektura trzywarstwowa – jedna warstwa pofalowanego papieru sklejona obustronnie jedną warstwą pokrycia. Przykładowe fale: E, B, C.
Użycie: do opakowań jednostkowych, wypełnień, kratownic, owijek.

Tektura pięciowarstwowa – dwie warstwy pofalowanego papieru wklejone naprzemiennie pomiędzy trzy warstwy pokrycia. Przykładowe fale: EB, BC.
Użycie: wysoka wytrzymałość znajduje zastosowanie w opakowaniach jednostkowych oraz zbiorczych, do produkcji kratownic, narożników.

Tektura siedmiowarstwowa – składająca się z siedmiu warstw. Trzy warstwy pofalowane wklejone na przemian miedzy cztery warstwy pokrycia. Dominujący układ fali to AAC.
Użycie: głównie do przenoszenia i zabezpieczenia ciężkich ładunków (stosowana głównie w przemyśle rolniczym oraz automotive).
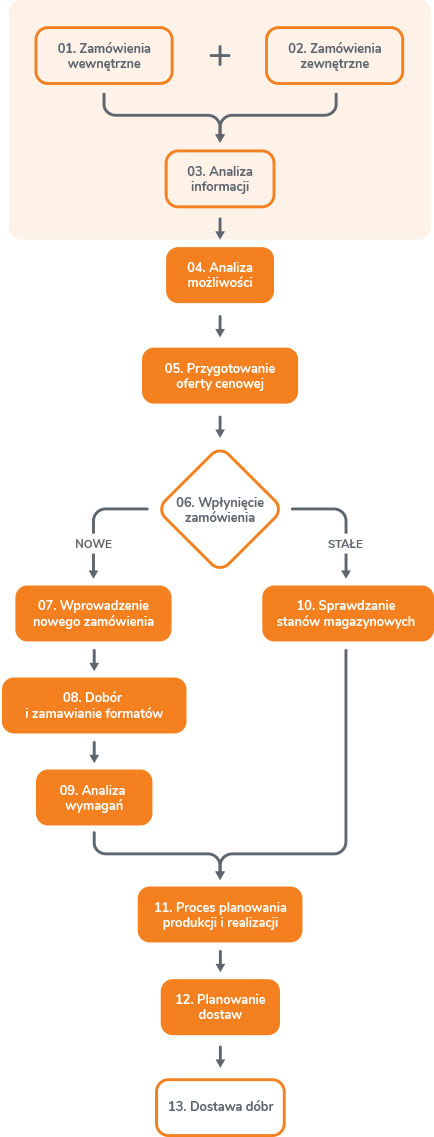
01., 02., 03. Wpłyniecie zapytań ofertowych wewnętrznych i zewnętrznych oraz analiza informacji
Jeśli w zapytaniu nie ma wystarczającej ilości danych (rodzaj tektury, konstrukcji, nadruku, wymiarów itd.) kontaktujemy się z klientem w celu ustalenia informacji na temat opakowania. W przypadku kiedy klient nie ma doświadczenia lub wystarczającej wiedzy na temat branży opakowaniowej, staramy się zebrać informację o pakowanym produkcie (m.in. waga, ciężar, kształt) i doradzić odpowiedni rodzaj opakowania.
04. Analiza możliwości produkcyjnych, opracowanie konstrukcji opakowania, dobór surowca
Dobór surowca opiera się na informacjach zebranych w poprzednim etapie. Na tej podstawie proponujemy rodzaj tektury według wzoru klienta lub surowca, który posiadamy na stanie (tektura trzywarstwowa B lub pięciowarstwowa EB). Kolejny etap to opracowanie konstrukcji opakowania (w głównej mierze z katalogu FEFCO). Następnie określamy czy do wymaganego opakowania potrzebne są narzędzia produkcyjne: wykrojnik, klisza lub farby, które podlegają osobnej wycenie.
05. Przygotowanie oferty cenowej
Kolejny etap to przygotowanie oferty wraz z ogólnymi warunkami handlowymi. W celu weryfikacji konstrukcji opakowania, na tym etapie możliwe jest wycięcie próbek na ploterze.
06. Wpłyniecie Zamówienia
Zamówienia przyjmowane są różnymi drogami (e-mail, telefon, fax). W przypadku mniejszych zamówień (tzw. krótkie serie) surowiec dobierany jest ze stanów magazynowych. Rozwiązanie to pozwala na szybszą realizację zamówienia, a także redukcję ograniczeń produkcyjnych narzucających minimalną ilość zamawianego towaru. W przypadku większych zamówień (powyżej 500m bieżących tektury), surowiec zamawiany jest „pod klienta”. Ogranicza to generowanie odpadów produkcyjnych, co wpływa finalnie na niższą cenę opakowania. Na tym etapie sprawdzamy, czy ilość danych w zamówieniu jest wystarczająca. Pozycje z zamówienia, które zlecane są do produkcji kolejny raz, znajdują się w naszej bazie i dzięki temu możemy przejść od razu do etapu 10. Następnie wysyłamy potwierdzenie przyjęcia zamówienia.
07. Wprowadzenie do systemu nowego opakowania
Założenie nowej pozycji w systemie zarządzania Comarch Optima ERP.
08. Dobór i zamawianie formatów
W tym etapie dział przygotowania produkcji dobiera odpowiedni format (rozmiar) tektury minimalizując odpad i koszty. Następnie tekrura zamawiana jest u producenta.
09. Analiza wymagań
Analiza i sprawdzenie posiadanych narzędzi produkcyjnych niezbędnych do wykonania zlecenia, finalne opracowanie projektu opakowania oraz przesłanie do akceptacji klienta. Następnie złożenie zamówienia u dostawców narzędzi.
10. Sprawdzenie stanów magazynowych i ewentualne domówienie surowca
11. Proces planowania produkcji i realizacji
Produkcja opakowań odbywa się na różnych maszynach, które dobierane są w procesie planowania produkcji optymalnie do rodzaju opakowania i zamówionej ilości. Proces produkcyjny jest w pełni kontrolowany, co pozwala na osiągnięcie wysokiej jakości i wydajności. Potwierdzenie terminu realizacji następuje po wpisaniu zlecenia w plan produkcyjny lub po otrzymaniu informacji o przewidywanej dostawie od dostawcy tektury (w przypadku surowca zamawianego „pod klienta”).
12. Etap planowania dostaw
Po zaplanowaniu transportu klient otrzymuje e-mailowe awizo dotyczące dostawy.
13. Dostawa dóbr
Dostarczenie gotowego produktu do klienta lub odbiór osobisty w siedzibie firmy.
Produkcja opakowań tekturowych odbywa się w nowoczesnym parku maszynowym, umożliwiającym produkcję opakowań z wielką dokładnością. Proces produkcyjny jest w pełni kontrolowany, co pozwala na osiągnięcie wysokiej jakości i wydajności.
W procesie wycięcia opakowania wyróżniamy wykrojniki:

Przed wycięciem poszczególnych opakowań (niezależnie od rodzaju wykrojnika) należy najpierw zaprojektować konstrukcję pudełka, a następnie sam wykrojnik. Również katalog FEFCO zawiera opakowania do produkcji których wymagane są wykrojniki (np. FEFCO 217, 427, 700). Niemniej jednak nie należy sugerować się tylko katalogiem FEFCO. O potrzebie określonych narzędzi decyduje również park maszynowy producenta. Partie z plotera nie potrzebują dodatkowego osprzętu.
Klisze fotopolimerowe – zwane również polimerami. Są to formy oraz matryce powstające w procesie foto-chemicznym (przez naświetlanie oraz wymywanie). Odpowiadają za przeniesienie cienkiego filmu farby na podłoże drukowe. Najprostszym przykładem polimeru jest pieczątka firmowa.
Farba fleksograficzna – sklada się z pigmentu, żywic oraz środków pomocniczych rozpuszczonych w wodzie. Barwy określamy przy pomocy wzornika Pantone.